






電線電纜擠出機(jī)的使用及維護(hù)
操作人員必須熟悉所操作擠出機(jī)的結(jié)構(gòu)特點(diǎn),特別是螺桿結(jié)構(gòu)特點(diǎn)、加熱和冷卻控制儀表特點(diǎn)、機(jī)頭特點(diǎn)和裝配條件,以便掌握擠出工藝條件。正確定位并正確操作機(jī)器。
擠出不同塑料制品的操作方法不同,北京電纜廠但也有一些相似之處。下面簡(jiǎn)要介紹了各種產(chǎn)品擠出過(guò)程中相同的操作步驟和注意事項(xiàng)。
1.開(kāi)車(chē)前的準(zhǔn)備工作
(一)擠出成型用塑料原材料應(yīng)符合要求的干燥要求,必要時(shí)應(yīng)進(jìn)一步干燥。對(duì)原料進(jìn)行篩選,去除團(tuán)聚物和機(jī)械雜質(zhì)。
(2)檢查設(shè)備內(nèi)的水、電、氣系統(tǒng)是否正常,保證水、氣的暢通,電氣系統(tǒng)是否正常,加熱系統(tǒng)、溫度控制及各種儀表是否可靠,輔機(jī)運(yùn)行是否正常。g低速時(shí),觀察設(shè)備運(yùn)行是否正常,啟動(dòng)定型臺(tái)真空泵,觀察工作是否正常。各種設(shè)備潤(rùn)滑部位的涂油和潤(rùn)滑。北京電纜廠如果發(fā)現(xiàn)故障,應(yīng)及時(shí)排除。


電線電纜出現(xiàn)疙瘩的原因 電纜是供電設(shè)備與用電設(shè)備之間的橋梁,起傳輸電能的作用。 1、塑料質(zhì)量較差,有難塑化的樹(shù)脂,這些沒(méi)有完全塑化就被擠出。 2、由于溫度控制較低,塑料還沒(méi)有塑化好就從機(jī)頭擠出來(lái)了。 3、溫度控制超高,造成焦燒,從而產(chǎn)生焦燒疙瘩。 4、對(duì)模壓蓋沒(méi)有壓緊,進(jìn)膠后老化變質(zhì),出現(xiàn)焦燒疙瘩。 5、加料時(shí)一些雜質(zhì)被加入料斗內(nèi),造成雜質(zhì)疙瘩。
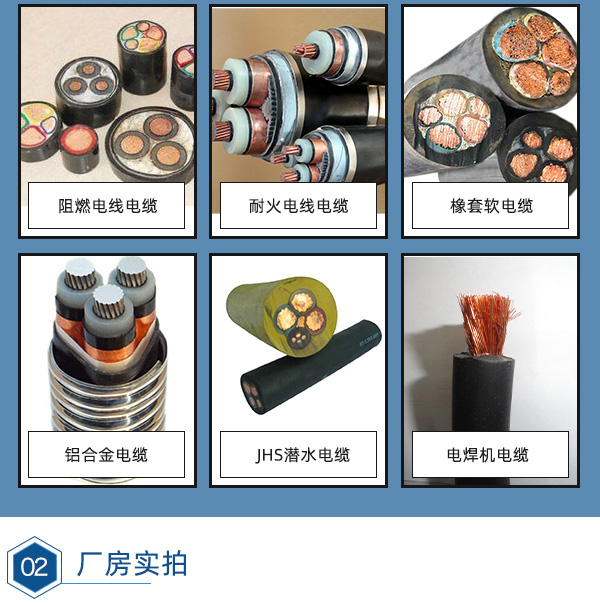
鋁合金帶聯(lián)鎖鎧裝是一種特殊的單層鎧裝結(jié)構(gòu)。其通過(guò)將鋁合金帶預(yù)壓成'S'型曲面后,以鋁合金電纜導(dǎo)體為中心順時(shí)針包裹在導(dǎo)體外,并相互扣合,形成一層自鎖的鎧裝保護(hù)層。
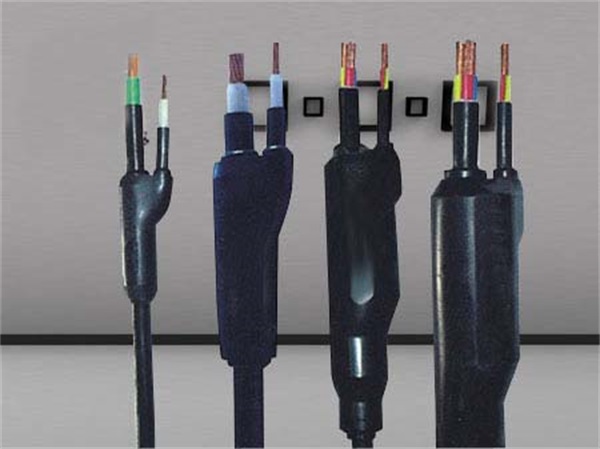
導(dǎo)體的絞制 為了提高電線電纜的柔軟度,以便于敷設(shè)安裝,導(dǎo)電線芯采取多根單絲絞合而成。從導(dǎo)電線芯的絞合形式上,可分為規(guī)則絞合和非規(guī)則絞合。非規(guī)則絞合又分為束絞、同心復(fù)絞、特殊絞合等。 質(zhì)量關(guān)鍵是用錯(cuò)單絲規(guī)格、缺根數(shù)、跳線、毛刺。
成纜 對(duì)于多芯的電纜為了保證成型度、減小電纜的外形,一般都需要將其絞合為圓形。絞合的機(jī)理與導(dǎo)體絞制相仿,由于絞制節(jié)徑較大,大多采用無(wú)退扭方式。 質(zhì)量關(guān)鍵:一是圓整度;二是防止絕緣層被劃傷。 大部分電纜在成纜的同時(shí)伴隨另外兩個(gè)工序的完成:一個(gè)是填充,保證成纜后電纜的圓整和穩(wěn)定;一個(gè)是綁扎,保證纜芯不松散。



 在線客服
在線客服 15822720887
15822720887 tjhbxinbaofeng@163.com
tjhbxinbaofeng@163.com


